
13765394489
13765394489

手 机:13765394489
网 址:www.gzktgd.cn
地 址:贵州省安顺市平坝区夏云工业园规划区02-31号2号厂房

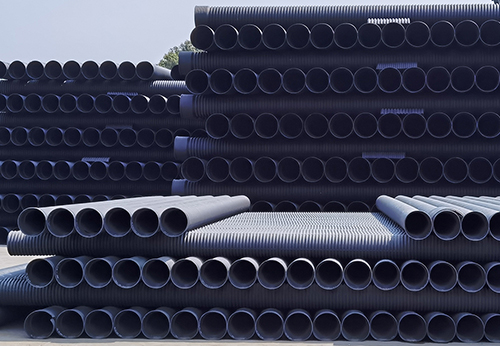
选用HDPE与碳素波纹管资料挤出成型。遵义HDPE塑胶管道管内壁润滑无碍,螺纹状工艺;① 抗压能力:埋地重压也不变形,抗压强度高;② 耐腐蚀:绝缘,耐压,耐性好,耐腐蚀特性,并且其内壁螺旋状结构使电缆四周散热均匀效,能够保护缆线。③ 施工简便:碳素波纹管管可绕过妨碍,削减破土面积;④ 碳素波纹管管的单根长度长,质量轻,穿线较便利,品质HDPE塑胶管道施工费用低;⑤ 碳素波纹管波纹管的规格:各型号齐备;⑥ 碳素波纹管螺旋管具有螺旋状物理结构,抗压强度很大;⑦ 埋地重压也不变形,内壁螺旋状结构使电缆四周散热均匀;⑧ 碳素波纹管管的绕曲性也可轻易转向,绕过妨碍,削减破土面积;即使地面断裂或下沉也很,碳素波纹管管道也不会破损。
热熔挤出焊接的施工关键:1、查看。在焊接前先查看待焊接管材两头面是否切割平整(如端面不平整,应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽或许对齐);接口处需留1-3mm间隙,以便于焊接。若达不到要求,则要用工具对接口进行部分修切。修切作业可以从管外或管内(φ800以上的管道)进行。品质HDPE塑胶管道焊接区域要保持清洁、干燥。不得有尘土和其他杂质存在;并对焊接区域内、外外表进行打磨处理,除掉氧化表层。2、焊条。焊接所用的焊条一般应由管材出产厂配套供给,要求与出产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,钢带管要求断面为圆形、该焊条粗细相同并符合所选用焊枪焊接性能的要求。此焊条还要求洁净、枯燥、无污渍。3、挤出焊机。强调要使用带热风装置的良好挤出焊机。遵义HDPE塑胶管道焊接时热风装置要将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯可以与管材融为一体。焊接断面要饱满,不能有漏焊和断口。

1、金属穿线管外表光滑,流体阻力很小,不容易发生尘垢和细菌,热收缩系数很低,在温度骤冷和骤热的状况下也不容易变形,只要依照传统的办法中止设备联接就能够中止线路的穿连。遵义HDPE塑胶管道金属穿线管的外表较好的处理了水路输运,地埋,酸碱高压下的使用,运用年限很长。2、pvc穿线管全称“建筑用绝缘电工套管”,实行规范:JG 3050-1998。HDPE塑胶管道价格粗浅地讲是一种白色的硬质PVC胶管,防腐蚀、防漏电、穿电线用的管子。 用于室内正常环境和在高温、多尘、有颤抖及有火灾危险的场所。也可在湿润的场所使用。不得在格外湿润,有酸、碱、盐腐蚀和有爆炸危险的场所使用。3、使用环境度为-15℃~+40℃。穿线管具有好的机械功用、好的抗腐蚀功用, 穿线管耐压强度高、工作压力超越2.5Mpa。穿线管外表光滑、流体阻力小,不结垢、不宜繁衍细菌。热收缩系数小,不缩短变形。 传统的设备联接方法。 穿线管环氧涂塑层较好的处置了输水、埋地和酸、碱、盐对金属管道的腐蚀,使用年限可达50年以上。

遵义HDPE塑胶管道为你介绍电线穿线管的其他作用新房装修的时分,我们都知道先布管再穿线,由于导线的截面积是由负荷决定的,布线时一般都留有富余量,穿线管能够减少线材发热。品质HDPE塑胶管道但穿线管可不止散热这一项作用。我们都知道,装修时穿管布线是布“活线”的基础,为了以后线路维护、替换打下根底。同时又能够避免电线的绝缘层受损,假如直接埋进水泥砂浆中,硅酸盐可能会腐蚀电线的绝缘层,导致电线绝缘下降而构成短路。同时穿线管还有防火的作用,万一电器短路构成电线绝缘层着火,线管能起到阻挠火苗蔓延的作用,由于线管是用阻燃材料做的,自身不会燃烧,一般称为“阻燃管”,假如没用线管,电线周围还有其它线料或易燃物就危险了。

①塑料检查井节地:塑料检查井主要由高分子树脂为加工资料,替代了传统的红砖水泥资料,遏止了红砖水泥资料的使用,然后节约了表土资源,也大大节约了钢带增强螺旋波纹管施工过程中检查井埋地所占用的土地空间。②塑料检查井节水:塑料检查井一次性注塑成型,HDPE塑胶管道价格内壁润滑流畅,污物不易停留,削减了阻塞的可能,排放率大大增加;可以利用雨水和污水资源,到达节水的作用。③塑料检查井节材:塑料检查井选用一次性注塑成型,品质HDPE塑胶管道耐腐蚀、耐老化、使用年限长;综合造价低,维护费用少,可以再使用,使用塑料检查井能节约资料和削减本钱。④塑料检查井节能:装置快捷、施工面积小、维护便利,综合造价低,维护费用少,大大节约了使用成本;由于钢带增强螺旋波纹管密封性好,避免污水的渗漏,大大削减了污水处理成本,然后节约了大量能源。
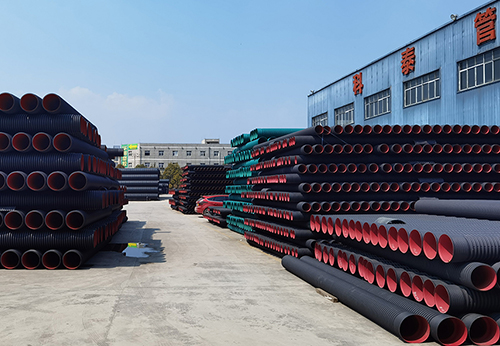
环绕增强管是选用计算机操控热态环绕并选用天然风翻滚冷却,结构壁无内有应力,无焊缝,管材壁厚均匀。品质HDPE塑胶管道环绕成型出产的大口径管,主要生产DN300mm―DN2000mm,选用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20 KN/m2,而且依据工程要求环刚度还能够接连可调,埋深可达20m。双壁波纹管 是经过直接挤出两个同心管胚,并经吸塑成型的管材。属挤出成型工艺。遵义HDPE塑胶管道由于挤出成型管的口径与设备口模成比例当到达要求时,设备开发成了难题且增加了生产成本,所以出产管材的口径较小,主要出DN600mm以下管材,别的由于双壁波纹管双壁复合程度不好,在受压时容易出现表里壁分层,且外层肋形壁薄,受力才能差,受揉捏时呈现洼陷等现象,因而环刚度低,口径越大,安全性越低,虽有少数厂家可出产DN1200mm以下的管材,但实践使用事例不多。



 贵公网安备 52042102000066号
贵公网安备 52042102000066号