
13765394489
13765394489

手 机:13765394489
网 址:www.gzktgd.cn
地 址:贵州省安顺市平坝区夏云工业园规划区02-31号2号厂房
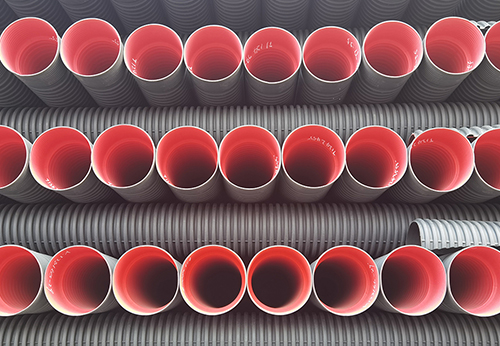
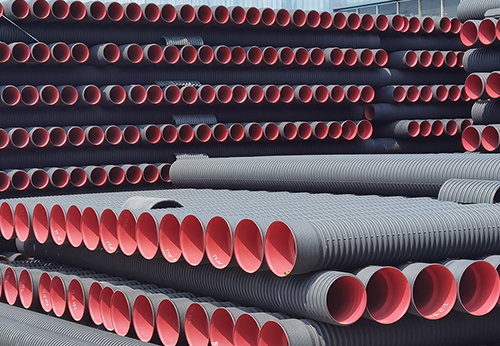
双壁波纹管:管壁截面为双层结构,其内壁光滑平整,外壁等距摆放的具有梯形中空结构的管材。公称直径(DN):管材的公称直径,分内径系列和外径系列两类同时执行。西秀PE波纹管性能特点:强度高,内壁光滑,摩擦阻力小,流通量大, 基础不需求做混凝土基础,重量轻,转移装置便利,施工方便;橡胶圈承插衔接;柔性接口。抗不均匀沉降能力强;抗走漏,可耐多种化学介质的侵蚀;管内不结垢,基本不用疏通,埋地使用寿命达五十年以上。优良PE波纹管生产工艺:PVC双壁波纹管是以硬聚氯乙烯为主要材料,PVC双壁波纹管分别由内、外挤出,一次成型,内壁平滑,外壁呈梯形波纹状,表里壁之间由夹壁空心的塑料管材。

①塑料检查井节地:塑料检查井主要由高分子树脂为加工资料,替代了传统的红砖水泥资料,遏止了红砖水泥资料的使用,然后节约了表土资源,也大大节约了钢带增强螺旋波纹管施工过程中检查井埋地所占用的土地空间。②塑料检查井节水:塑料检查井一次性注塑成型,PE波纹管选购内壁润滑流畅,污物不易停留,削减了阻塞的可能,排放率大大增加;可以利用雨水和污水资源,到达节水的作用。③塑料检查井节材:塑料检查井选用一次性注塑成型,优良PE波纹管耐腐蚀、耐老化、使用年限长;综合造价低,维护费用少,可以再使用,使用塑料检查井能节约资料和削减本钱。④塑料检查井节能:装置快捷、施工面积小、维护便利,综合造价低,维护费用少,大大节约了使用成本;由于钢带增强螺旋波纹管密封性好,避免污水的渗漏,大大削减了污水处理成本,然后节约了大量能源。
PE管的使用仍是比较常见的,在PE管生产的进程中热熔对接的时分有几个阶段。PE波纹管选购这几个阶段的热熔反应都是不相同的,可是他们也是彼此相关在一起的。1、产品的预热阶段:这个阶段用于建立对接焊的熔融环,是在焊接准备作业完成之后进入的开始对管材进行加热。2、加热阶段:PE管的加热阶段是很重要的一个环节。3、接下来便是取出加热板阶段:这个阶段用于取出加热板也是为了方便要焊接的外表较好的接触,所以在这个进程中时间越短越好。4、焊接阶段:这个进程是PE管焊接端面被熔融材料的分子链在压力的作用下进行缠绕组合的进程。5、冷却阶段:PE管焊接结束之后便是冷却阶段了,这个阶段是为了防止外界的干扰。所以在对优良PE波纹管进行热熔对接的时候,除了要正确的操作之外做好相关的防护措施也是很重要的。

1、参数方面,例如成型机的速度与挤出量不匹配,如挤出量不变的话,成型机速度过快则模块内的料坯太厚,西秀PE波纹管在紧缩空气和真空负压的作用下料坯不能贴上模块表里表,很难成型。如果成型机的速度过快,则料坯不能填充模块的表里表,大气压进入的真空槽,无法成型。 2、原资料方面:原材料内有杂质;由于一部分质料长期在机头内接收热量,致质料热降解,失去耐性,很难成型;因部分区段温度失控,温度过高致物料烧焦,烧焦的物料会黏附在模具外表,在挤出进程中,时而夹藏部分焦料,夹藏有焦料的料坯就无法成型。另外,优良PE波纹管全体温度过高也很难成型。3、机械方面:成型模块的中心线与水套的中心线偏离过大,这样其间一边的物料被严重拖曳(拖破),无法成型;真空管路有漏气现象;紧缩空气气路有阻塞;两模块间间隔过大等。
1、内层被吹破缘由一般有内层冲气气压过大;原材料耐性差;内层过薄;扩口放气发起晚或扩口放气管路不通畅;原材料内有杂质;物料塑化不好等。2、扩口表里层未贴好若是这种表象发生在始端,则由于内层冲气发起较晚或相应段的气压过小;若是发生在优良PE波纹管结尾,则由于内层冲气提早结束或扩口放气提早结束,又或许由于相应段的气压过小;若是自始至终都没有贴好,则有或许是原材料的功用或温度的缘由。3、扩口不完整扩口的结尾不管怎样调整都不能贴上,缘由一般是内层冲气提早结束了,PE波纹管选购扩口放气提早结束了。4、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早发动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。 5、扩口结尾内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口结尾内层料过厚;成型机在此段的降速的量过大;之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。



 贵公网安备 52042102000066号
贵公网安备 52042102000066号