
13765394489
13765394489

手 机:13765394489
网 址:www.gzktgd.cn
地 址:贵州省安顺市平坝区夏云工业园规划区02-31号2号厂房
(1)管道的埋设地沟应按规划要求和施工操作尽可能平直,如沟底不平可铺上一层细沙。埋优良塑料管管前应铲除沟内的硬质物,避免管道变形。开端埋管时,应将多孔管预留10-15CM在人井,以便穿缆。应将管阻塞住露在人井端的子管。埋管时制止泥沙异物混入管内。(2)多孔梅花管管道衔接将管材状定位筋朝上放置,将端部管材外壁清理洁净,再将直接一端承口刺进,再端面上垫上一块厚木板,用锤头击打板,使管材承插到位。在直接的另一端承接口处,将另一根管材刺进直接并承插到位,如此顺延至下一个人井处。毕节塑料管在实践施工中,每根管材的长度连起来不用和人井之间的长度相同,在这种状况下,依据实践的人井的长度,距离量好管材的长度,并用钢锯锯断,要锯平整齐。对接完结之后,伸入人井的一端要求用管塞塞好,避免异物侵入。

塑料穿线管。执行规范:JG 3050-1998。通俗地讲是一种白色的硬质PVC胶管,防腐蚀、防漏电、穿电线用的管子。毕节塑料管现在常用PE波纹管做"电工套管",质优价廉,美观便捷。不锈钢穿线管。原料为304不锈钢或301不锈钢,用作电线、电缆、自动化仪表信号的电线电缆保护管,规范从3mm到150mm。小口径不锈钢穿线管(内径3mm-25mm)主要用于精密光学尺之传感线路维护、工业传感器线路维护,具有良好的柔软性、耐蚀性、耐高温、耐磨损、抗拉性。碳钢穿线管。原料为Q235的有缝钢管出产而成的电线电缆维护管,一般为R=6D的产品。R大,弯度就缓,而在穿线时就会很简单的穿过去。碳钢穿线管在和直管相连接时,是用套管护住接口处,然后用焊接的办法把管子和穿线管衔接起来,塑料管厂家意图便是为了不让接口处受到电焊伤害,而到达维护里面的电线电缆的目的。

波纹软管接口是现代工业管道中的高质量柔性衔接收,它主要由金属软管,金属网体和不同类型的接头组成,优良塑料管两头的接头依据用户管道或设备的接头方式预备。1.橡胶圈的装置位置应在插Pe管座的第二和第三波纹之间的凹槽中,塑料管厂家波纹软管密封圈的数量取决于设计要求,使用两个密封环时,建议两个密封环之间用一个波纹分开。2.在链接之前,清洁插座插座的内外表和外外表,在插座上放一个密封环,并在插座的作业外表和橡胶圈外表上涂抹润滑剂(一般是肥pe管厂家皂水),插入方向是水流的方向,用人力对准插座的中心线或用撬棍设置木制挡板,以将已装置的管道缓慢插入插座的底部。3.接口完结后,用相同的土壤质量填充预留的凹槽。4.承插管的装置方向是从下游到上游,承插口应沿水流方向,承插口应沿水流方向。
热熔挤出焊接的施工关键:1、查看。在焊接前先查看待焊接管材两头面是否切割平整(如端面不平整,应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽或许对齐);接口处需留1-3mm间隙,以便于焊接。若达不到要求,则要用工具对接口进行部分修切。修切作业可以从管外或管内(φ800以上的管道)进行。优良塑料管焊接区域要保持清洁、干燥。不得有尘土和其他杂质存在;并对焊接区域内、外外表进行打磨处理,除掉氧化表层。2、焊条。焊接所用的焊条一般应由管材出产厂配套供给,要求与出产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,钢带管要求断面为圆形、该焊条粗细相同并符合所选用焊枪焊接性能的要求。此焊条还要求洁净、枯燥、无污渍。3、挤出焊机。强调要使用带热风装置的良好挤出焊机。毕节塑料管焊接时热风装置要将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯可以与管材融为一体。焊接断面要饱满,不能有漏焊和断口。

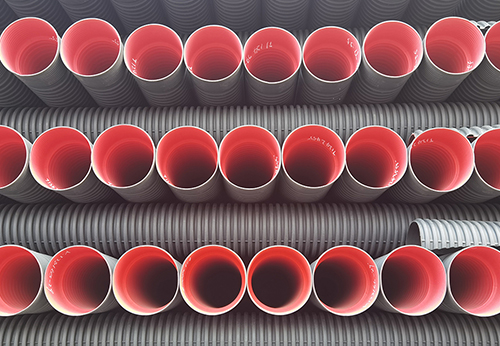
四、售价状况:(1)双壁波纹管环刚度等级为SN8且契合国家规范,优良塑料管管材规范为Φ200x1.4。(2)造价为产品单价+施工费用+其它附加费用。五、施工方法。PVC双壁波纹管与PE双壁波纹管施工办法相同。(1)橡胶圈装置位置应在插口第二与第三波纹之间槽内,装置密封圈的数量规划要求而定,当选用两只密封圈时建议两密封圈之距离一个波纹;(2)接口前应先将承口插口表里外表整理干净,在插口套入密封圈,并在承口内工作面和橡胶圈外表涂上润滑剂(一般用肥皂水),刺进方向为水流方向,对准承口中心线用人力或设置木挡板用撬棍将被装置的管材缓缓刺进承口内直至底部;(3)接口完成后,随即用相同土质把预留凹槽处填筑密实;(4)管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。六、用途范围。毕节塑料管除两种管材共用的领域如市政工程、小区地下排水排污工程、高速公路工程、农田水利灌溉工程外,PE双壁波纹管还可应用于化工矿山流体运送工程,规模相对广。



 贵公网安备 52042102000066号
贵公网安备 52042102000066号