
13765394489
13765394489

手 机:13765394489
网 址:www.gzktgd.cn
地 址:贵州省安顺市平坝区夏云工业园规划区02-31号2号厂房

同等管径的环绕增强管的分量要比双壁波纹管重60%以上,而且为了坚持其品质上的柔性和接口良好的熔接功能要用新的原材料,所以生产出来的的管材质量安稳。而毕节钢带增强螺旋波纹管双壁波纹管挤出工艺简单,管材结构上相对分层的双壁,管材失去了柔性;增加了管材的品质的不安稳和脆弱,改变了管材的柔性和熔体质量活动速率,构成管材外观不润滑,容易在地质上有不均匀沉降的区域构成断管、裂管。钢带增强螺旋波纹管选购环刚度比较异形管材都选用调整惯性矩(管材结构壁重心与管外径顶端的距离)方法调整环刚度,HDPE环绕增强管的惯性距是接连可调,而且能够经过多层办法来进步惯性矩(即两层的主PR型,惯性矩可达19.8cm,SQ型的能够为四层以上,其惯性矩≥2*19.8cm)。而双壁波纹管在DN600以下口径环刚度只能够到达S2级(S2≥8KN/㎡),DN800以上口径环刚度只能到达S1级(S1≥4KN/㎡)。

环绕增强管是选用计算机操控热态环绕并选用天然风翻滚冷却,结构壁无内有应力,无焊缝,管材壁厚均匀。优良钢带增强螺旋波纹管环绕成型出产的大口径管,主要生产DN300mm―DN2000mm,选用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20 KN/m2,而且依据工程要求环刚度还能够接连可调,埋深可达20m。双壁波纹管 是经过直接挤出两个同心管胚,并经吸塑成型的管材。属挤出成型工艺。毕节钢带增强螺旋波纹管由于挤出成型管的口径与设备口模成比例当到达要求时,设备开发成了难题且增加了生产成本,所以出产管材的口径较小,主要出DN600mm以下管材,别的由于双壁波纹管双壁复合程度不好,在受压时容易出现表里壁分层,且外层肋形壁薄,受力才能差,受揉捏时呈现洼陷等现象,因而环刚度低,口径越大,安全性越低,虽有少数厂家可出产DN1200mm以下的管材,但实践使用事例不多。

了解图纸,毕节钢带增强螺旋波纹管依据规划给定的水准点及坐标操控点进行丈量、定位、放线,引临时水准点及操控桩,经监理工程师复核批准后方可进行沟槽开挖。工程选用挖掘机进行开挖,沟槽开挖要严格操控挖深及管道中心线,机械开挖留20cm的余量,由人工清槽至规划槽底高程方位,并将里程桩引至槽底。严格操控沟槽开挖放坡系数,按规划的放坡系数挖够宽度,开挖时应注意沟槽土质状况,应请驻地监理和甲方及规划代表现场确认放坡系数,以防槽边塌方。沟槽开挖的土方直接装车外运,外运地点由业主指定。当沟槽开挖遇有地下水时,设置排水沟、集水坑,及时做好沟槽内地下水的排水降水作业,并采取先铺卵石或碎石层(厚度不小于100mm)的地基加固办法;当无地下水时,根底下素土夯实,压实系数大于0.95;当遇有淤泥、杂填土等脆弱地基时,按管道处理要求选用级配戈壁土进行换填处理;换填厚度为30cm。钢带增强螺旋波纹管选购在沟槽开挖百米左右,土方外运人工清槽后,并经监理工程师检验合格,方可在沟槽内进行下道工序的施工。
原材料性能稳定是管材使用和运转安全的基本保障。有的企业选用抵挡不合格原料或者大量添加填充料(如碳酸钙)等办法来减少成本,以价格取胜。由于低质的收回塑料性能不安稳,优良钢带增强螺旋波纹管与新的聚乙烯原料的共混存在相容性问题,仅仅靠聚乙烯高温下的粘合性简单的粘合在一起,生产出的管材质量很难到达产品规范要求,减少了管道的使用寿命。这类劣质收回塑料中含有部分杂质、有刺鼻的气味,管材易呈现外壁粗糙、钢带外漏、端面有气孔等质量问题,且只能做成黑色予以掩盖。毕节钢带增强螺旋波纹管现在,一些注重产品质量企业面对价格竞争,依然坚持采用符合规范要求的原新原材料出产。为了和混入不合格材料(收回杂料,填充料)的产品容易区别,选用淡色内壁和黑色外壁。

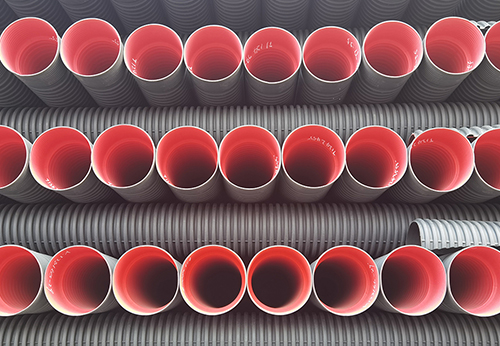
选用HDPE与碳素波纹管资料挤出成型。毕节钢带增强螺旋波纹管管内壁润滑无碍,螺纹状工艺;① 抗压能力:埋地重压也不变形,抗压强度高;② 耐腐蚀:绝缘,耐压,耐性好,耐腐蚀特性,并且其内壁螺旋状结构使电缆四周散热均匀效,能够保护缆线。③ 施工简便:碳素波纹管管可绕过妨碍,削减破土面积;④ 碳素波纹管管的单根长度长,质量轻,穿线较便利,优良钢带增强螺旋波纹管施工费用低;⑤ 碳素波纹管波纹管的规格:各型号齐备;⑥ 碳素波纹管螺旋管具有螺旋状物理结构,抗压强度很大;⑦ 埋地重压也不变形,内壁螺旋状结构使电缆四周散热均匀;⑧ 碳素波纹管管的绕曲性也可轻易转向,绕过妨碍,削减破土面积;即使地面断裂或下沉也很,碳素波纹管管道也不会破损。
HDPE钢带增强螺旋波纹管的连接方式和具体过程:一、衔接方法 热收缩套连接。热收缩套是由加强纤维热收缩材料、热熔胶和装置辅件构成。热收缩套套在需连接两根管材的端头,加热后收缩套收缩使之连接成为一体。优良钢带增强螺旋波纹管特色:装置便利。二、钢带波纹管热收缩套连接过程。热收缩套连接施工过程:热收缩套的施工环境温度一般应为零下20度到60度之间,若环境温度低于0度,应对采纳保湿措施;毕节钢带增强螺旋波纹管连接时要依照热收缩套管带的工艺要求进行操作,过程(从一端向另一端逐步加热)如下:1 检查两支待连接钢带管的对接端面是否平坦,要求两头面合拢后的局部间隙小于6毫米,如达不到要求需要进行现场调整,直到到达要求停止。2 架空两支待接钢带管的端部,使其离地面或沟壁有一段距离(以加热东西在圆周方向操作便利为宜)。



 贵公网安备 52042102000066号
贵公网安备 52042102000066号