
13765394489
13765394489

手 机:13765394489
网 址:www.gzktgd.cn
地 址:贵州省安顺市平坝区夏云工业园规划区02-31号2号厂房

环绕增强管是选用计算机操控热态环绕并选用天然风翻滚冷却,结构壁无内有应力,无焊缝,管材壁厚均匀。品质PE碳素单壁波纹管环绕成型出产的大口径管,主要生产DN300mm―DN2000mm,选用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20 KN/m2,而且依据工程要求环刚度还能够接连可调,埋深可达20m。双壁波纹管 是经过直接挤出两个同心管胚,并经吸塑成型的管材。属挤出成型工艺。黔南PE碳素单壁波纹管由于挤出成型管的口径与设备口模成比例当到达要求时,设备开发成了难题且增加了生产成本,所以出产管材的口径较小,主要出DN600mm以下管材,别的由于双壁波纹管双壁复合程度不好,在受压时容易出现表里壁分层,且外层肋形壁薄,受力才能差,受揉捏时呈现洼陷等现象,因而环刚度低,口径越大,安全性越低,虽有少数厂家可出产DN1200mm以下的管材,但实践使用事例不多。
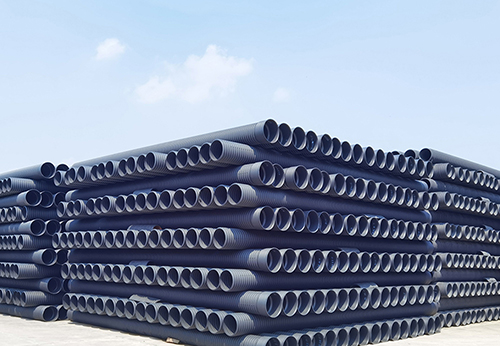
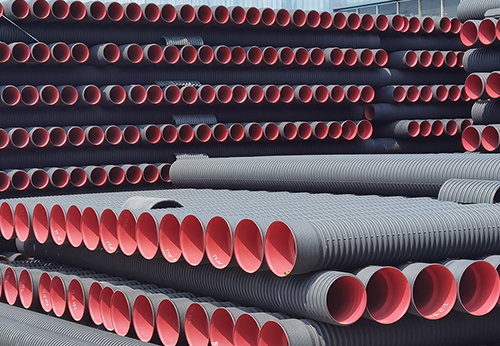
4环刚度。钢带管:钢带波纹管环刚度有SN8,SN10,SN12.5,SN16;钢带管内部嵌入钢带大大增强了环刚度,可解决一系列重载问题。黔南PE碳素单壁波纹管波纹管:常见环刚度有SN4和SN8;虽然双壁波纹管环刚度稍弱一点,但好的环刚度性能,也使其分得市场一席之地。5外观。钢带管的波峰呈螺旋状,而波纹管波峰是平行的。6连接方法。钢带管:热熔挤出焊接、电热熔带衔接、热收缩带衔接、卡箍衔接、组合式衔接等。品质PE碳素单壁波纹管波纹管:电熔衔接、承插式衔接、热熔衔接。7性能。钢带管:耐压、抗冲击功能好、耐腐蚀、不易结垢、经济性好、耐化学性好、耐老化性好、排水流转功能好。波纹管:耐腐蚀、不易结垢但耐冲击耐压功能差。8埋地深度。波纹管依据强度不同有S1与S2的差异,S2要比S1强度大。而S2级别的埋深不过两米半,钢带增强PE波纹管,可埋深到6-7米,它是波纹管的数倍。

1、金属穿线管外表光滑,流体阻力很小,不容易发生尘垢和细菌,热收缩系数很低,在温度骤冷和骤热的状况下也不容易变形,只要依照传统的办法中止设备联接就能够中止线路的穿连。黔南PE碳素单壁波纹管金属穿线管的外表较好的处理了水路输运,地埋,酸碱高压下的使用,运用年限很长。2、pvc穿线管全称“建筑用绝缘电工套管”,实行规范:JG 3050-1998。PE碳素单壁波纹管选购粗浅地讲是一种白色的硬质PVC胶管,防腐蚀、防漏电、穿电线用的管子。 用于室内正常环境和在高温、多尘、有颤抖及有火灾危险的场所。也可在湿润的场所使用。不得在格外湿润,有酸、碱、盐腐蚀和有爆炸危险的场所使用。3、使用环境度为-15℃~+40℃。穿线管具有好的机械功用、好的抗腐蚀功用, 穿线管耐压强度高、工作压力超越2.5Mpa。穿线管外表光滑、流体阻力小,不结垢、不宜繁衍细菌。热收缩系数小,不缩短变形。 传统的设备联接方法。 穿线管环氧涂塑层较好的处置了输水、埋地和酸、碱、盐对金属管道的腐蚀,使用年限可达50年以上。
热熔挤出焊接的施工关键:1、查看。在焊接前先查看待焊接管材两头面是否切割平整(如端面不平整,应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽或许对齐);接口处需留1-3mm间隙,以便于焊接。若达不到要求,则要用工具对接口进行部分修切。修切作业可以从管外或管内(φ800以上的管道)进行。品质PE碳素单壁波纹管焊接区域要保持清洁、干燥。不得有尘土和其他杂质存在;并对焊接区域内、外外表进行打磨处理,除掉氧化表层。2、焊条。焊接所用的焊条一般应由管材出产厂配套供给,要求与出产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,钢带管要求断面为圆形、该焊条粗细相同并符合所选用焊枪焊接性能的要求。此焊条还要求洁净、枯燥、无污渍。3、挤出焊机。强调要使用带热风装置的良好挤出焊机。黔南PE碳素单壁波纹管焊接时热风装置要将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯可以与管材融为一体。焊接断面要饱满,不能有漏焊和断口。

原材料性能稳定是管材使用和运转安全的基本保障。有的企业选用抵挡不合格原料或者大量添加填充料(如碳酸钙)等办法来减少成本,以价格取胜。由于低质的收回塑料性能不安稳,品质PE碳素单壁波纹管与新的聚乙烯原料的共混存在相容性问题,仅仅靠聚乙烯高温下的粘合性简单的粘合在一起,生产出的管材质量很难到达产品规范要求,减少了管道的使用寿命。这类劣质收回塑料中含有部分杂质、有刺鼻的气味,管材易呈现外壁粗糙、钢带外漏、端面有气孔等质量问题,且只能做成黑色予以掩盖。黔南PE碳素单壁波纹管现在,一些注重产品质量企业面对价格竞争,依然坚持采用符合规范要求的原新原材料出产。为了和混入不合格材料(收回杂料,填充料)的产品容易区别,选用淡色内壁和黑色外壁。



 贵公网安备 52042102000066号
贵公网安备 52042102000066号