
13765394489
13765394489

手 机:13765394489
网 址:www.gzktgd.cn
地 址:贵州省安顺市平坝区夏云工业园规划区02-31号2号厂房

热缩短套是由加强纤维热缩短材料、热熔胶和安装辅件构成。热缩短套在需衔接两根管材的端头,加热后热缩短套缩短使之连接成为一体。遵义碳素管材特色:安装便利。热缩短套连接结构:热缩短套衔接是选用纤维增强聚乙烯热收带做内层,热缩短管做外层,热缩短管内外表涂有热熔胶,经加热后与的将相邻管端贴合紧箍连城一体的连接方法。热缩短套的施工环境温度一般应为零下20-60℃,若环境温庹低于0℃,应对采取保温方法。优良碳素管材回填士过程中沟内应无积水,不答应带水回填,不得回填积泥、有机物。因填土中不该含有石块,砖头、冻土块及其它硬物件。沟槽回填,应从管线,查看井等构筑物等两边对称回填,线及构筑物发生位移,可选用限位方法。
四、内层有划痕。遵义碳素管材一般由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。五、外壁有小孔。其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了前进管材功用而参与的有些如功用母料、消泡剂等的分散性欠好,或许说与基础树脂的相容性欠好。六、管材的波峰歪斜 由成型机速度过快冷却欠好、正常冲气气压过小导致。七、管材的重量不安稳一般是由于原资料的功用不安稳或下料段的温度波动过大。八、管材弯曲 缘由是外层的偏壁严峻或水套与成型机的对中性未调好。九、轴向上波峰的厚度不相同 正常冲气过大、口模的空地过大等导致。十、内层有划痕 一般由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。十一、管材冷却后脆性大这是一个比较普遍存在的现象,碳素管材厂家主要是原材料的性能过差所造成的,比方填充料的比例过大,消泡剂的质量差,原资料内的水分含量超标等。

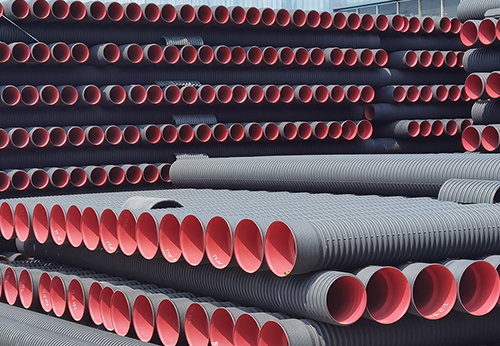
HDPE中空壁环绕管的构造:HDPE中空壁环绕管是一种以HDPE为质料出产矩形管坯,经环绕焊接成型。优良碳素管材成型工艺,可出产口径达3000mm的大口径管材。衔接:管道衔接主要选用热熔带衔接办法。长处:耐冲击、不易破损,且运送装置便利。不足:在相同直径和到达相同环刚度下,要比直接挤出的双壁波纹管消耗较多的原资料,因而,遵义碳素管材出产成本较高。(HDPE)螺旋波纹管。构造:它是以聚乙烯为主要材料,通过挤出环绕成型工艺加工而成的结构壁管,产品由内层为PE层、中心层为经涂塑处理的金属钢带层、外层为PE层的三层结构构成。经涂塑处理的钢带与内、外聚乙烯层在熔融状况下复合。衔接:焊接衔接、卡箍衔接和热缩短套接(适用于DN1200以下)。长处:具有较好的强度,不易腐蚀。可以到达其他塑料管材不能到达的环刚度(可达16kN/m2),成本低。

热熔挤出焊接的施工关键:1、查看。在焊接前先查看待焊接管材两头面是否切割平整(如端面不平整,应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽或许对齐);接口处需留1-3mm间隙,以便于焊接。若达不到要求,则要用工具对接口进行部分修切。修切作业可以从管外或管内(φ800以上的管道)进行。优良碳素管材焊接区域要保持清洁、干燥。不得有尘土和其他杂质存在;并对焊接区域内、外外表进行打磨处理,除掉氧化表层。2、焊条。焊接所用的焊条一般应由管材出产厂配套供给,要求与出产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,钢带管要求断面为圆形、该焊条粗细相同并符合所选用焊枪焊接性能的要求。此焊条还要求洁净、枯燥、无污渍。3、挤出焊机。强调要使用带热风装置的良好挤出焊机。遵义碳素管材焊接时热风装置要将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯可以与管材融为一体。焊接断面要饱满,不能有漏焊和断口。



 贵公网安备 52042102000066号
贵公网安备 52042102000066号